When it comes to designing, operating or working on hydraulic systems there are a number of important factors to keep in mind considered to be “Cardinal Sins” of hydraulic design. While this list can be quite long, here is a list of six at the top.
Sin # 1 - The number one cardinal sin is “Ignoring Accepted Safety Protocols” Follow all safety procedures before doing any work on a hydraulic system.
Sin #2 - Sizing fluid conductors based on the outside diameter of the conductors, inside diameter is what matters Turbulent flow is an undesirable characteristic because it causes unnecessary friction between the fluid and the conductor walls. Excessive fluid velocity is a major contributor to turbulence which can cause unwanted pressure drops which directly translate into energy lost within the system in the form of heat. The goal is to keep fluid velocity to a reasonable level to maintain good pump inlet conditions and reduce heat. Recommended maximum fluid velocities in conductors is two to four ft/sec for inlet lines, 10 to 15 ft/sec for return lines, 15 to 20 ft/sec for pressure lines between 500 and 2000 psi and 25 ft/sec for pressures over 3000 psi.
The three types of fluid conductors primarily used in hydraulics is flexible hose, steel tubing, schedule pipe. If the lines are under-sized there can be a huge restriction in the system. Schedule pipe is classified by a nominal size and wall thickness which means, for example, that a one-inch schedule pipe will not have a 1 inch inside diameter. The inside diameter of a schedule 80 pipe with a one-inch outside diameter has an inside area of .72 in2. That will increase the fluid velocity by a factor of 1.38. If we use the example of 20 ft/sec then 20 ft/sec x 1.38 = 27.6 ft/sec. Tubing with 1” outside diameter will have various inside areas depending on the wall thickness, that is between .782 in2 to .902 in2. This means if the flow velocity was sized based on a 1 inch tube, the inside diameter would be smaller, increasing the velocity. Hose sizing is based on inside diameter, so a one inch hose is truly one inch making it much easier to calculate fluid velocity for a given flow rate.
Sin #3 - Sizing case drain lines based on volumetric efficiencies of a new piston pump Under sizing the case drain line on a piston pump can cause high case pressure. The volumetric efficiencies of a new pump can be found in the manufacturing catalogs. As the pump wears over time the volumetric efficiency will decrease, increasing leakage out of the case drain line. If the case drain line is undersized, pressure will increase. The most likely symptom of excessive case pressure will be a shaft seal leakage for fixed clearance hold down of piston shoes – if using floating hold down then excessive case pressure can cause shoe lift and catastrophic failure of pump. If a pump reports frequent shaft seal failures, the case pressure should be checked under all likely operating conditions. Total shaft seal failure is less likely but much more dramatic. Excessive case pressure can also cause the piston shoe to lift off the swash plate causing damage and ultimately leading to pump failure. Go by the case drain port size or up-size it. The goal is to make sure the case pressure is below the max rating. Other likely causes of high case pressure are: reservoir well above the pump, pressurised tank, temperature too low for the viscosity of oil selected and viscosity too low for the operating temperature.
Sin # 4 - Continuing to operate a cavitated or aerated component Aeration is caused by air entering the system causing erosive damage when passing through the pump. Cavitation is usually caused by inadequate pump inlet conditions and is also damaging. Both conditions are noisy events and can be destructive to the pump. Aeration occurs when air enters the pump inlet and mixes with the fluid. The low pressure at the pump inlet causes the bubbles to expand but when the aerated fluid enters the pressure side of the pump the bubbles collapse and implode causing erosive damage. Cavitation is similar to aeration except vapor bubbles form in the fluid because of excessively low inlet pressure (excessive vacuum). Once those bubbles get to the pressure side of the pump they will also collapse and implode causing erosive damage. Find the source of air or check the inlet vacuum and correct the problem. Pump noise will go up and continuing to operate the pump under these conditions will eventually cause pump failure.
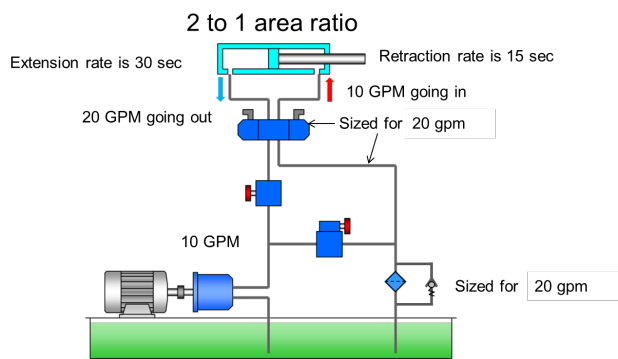
Sin #5 - Forgetting about flow amplification when sizing lines, valves and filters In the figure below the pump flow is 10 gallons per minute, the cylinder has a two to one area ratio between the bore side and rod side. The extension speed is 30 seconds. This means the cylinder will retract in 15 seconds. Since the cylinder retracts in 15 seconds, the flow rate will double coming out of the bore side increasing to 20 gallons per minute. If the lines aren’t sized to handle the higher flow rate heat will occur. If the valves aren’t sized correctly they can restrict the flow or unseat. If the filter isn’t sized right the bypass valve can open allowing partial flow to go unfiltered or the flow surge may collapse the element.
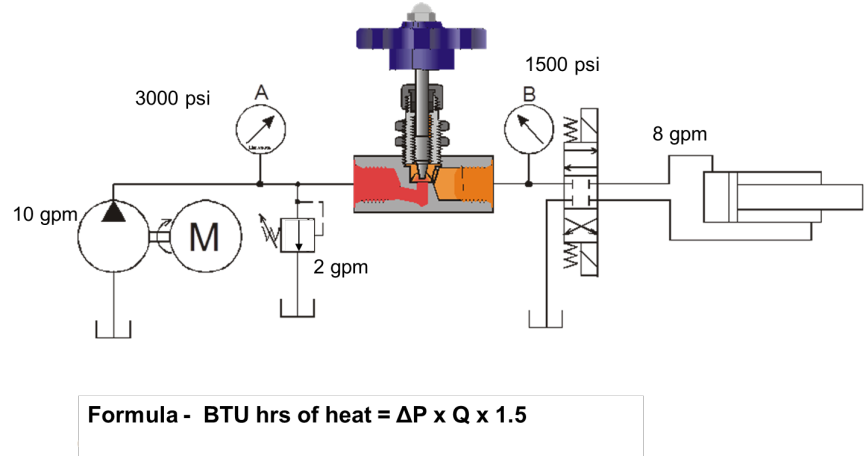
Sin #6 - Using a needle valve without regard to the heat it can generate Using a needle valve flow control as illustrated below will cause excessive heat to build up, wasting energy. In this example, all 10 gallons per minute will flow to the actuator providing the pressure at the relief valve is less than the 3000 psi setting. The flow must go somewhere so if the pump is producing 10 gpm and the operator wants to slow the cylinder down, the needle valve will have to be turned down restricting the flow. We see the flow to the cylinder is restricted to 8 gpm which means the relief will open up allowing 2 GPM to go over it at 3000 psi. Using the formula below we can calculate the BTU’s per hour that is wasted in the form of heat. 3000 psi x 2 gpm x 1.5 = 9000 BTU’s of heat. Excessive heat can be very damaging to hydraulic components and should be controlled. The goal is to prevent heat build-up which leads to wasted energy.
Not all of these factors may hold true for your specific job in hydraulics. It is very important to understand what it is you are trying to accomplish before you take on the task