





Hidrolik Silindirler
Hidrolik Silindirler hidrolik devrede hidrolik enerjiyi mekanik enerjiye çeviren, doğrusal hareket ve kuvvet elde ettiğimiz devre elemanlarıdır.
Hidrolik silindirler piyasada değişik tip ve ölçülerde kullanılmaktadır. Tek etkili, çift etkili, tandem, teleskobik gibi çeşitli hidrolik silindirler kullanım amacına göre değişik uygulamalarda kullanılır.
Piyasada en çok karşımıza çıkan hidrolik silindir tipi çift etkili tek milli silindirlerdir. Şekil 1 de ki resimde buna örnek teşkil edecek bir silindir gözükmektedir. Piyasada hidrolik silindire piston ve benzeri birçok farklı isimlendirme kullanılmasına karşın Akışkan gücü terminolojisinde Hidrolik Silindir adı kullanılmaktadır.
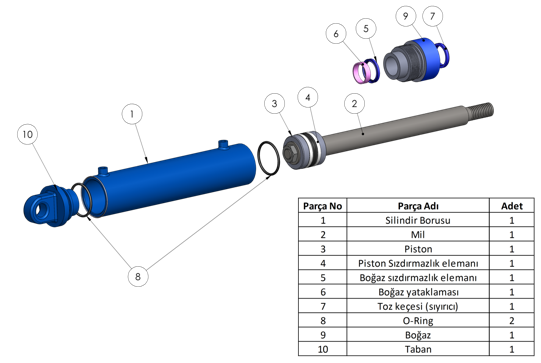
Aşağıda Şekil 3 de standart bir hidrolik silindirde bulunan parçaları içeren bir patlatılmış montaj resmi bulunmaktadır. Burada da görüleceği üzere piston diye isimlendirilen parça hidrolik silindirin içinde mile bağlı silindirik parçadır.Hidrolik Silindirler hidrolik devrede hidrolik enerjiyi mekanik enerjiye çeviren, doğrusal hareket ve kuvvet elde ettiğimiz devre elemanlarıdır. Hidrolik silindirler piyasada değişik tip ve ölçülerde kullanılmaktadır. Tek etkili, çift etkili, tandem, teleskobik gibi çeşitli hidrolik silindirler kullanım amacına göre değişik uygulamalarda kullanılır. Piyasada en çok karşımıza çıkan hidrolik silindir tipi çift etkili tek milli silindirlerdir. Şekil 1 de ki resimde buna örnek teşkil edecek bir silindir gözükmektedir. Piyasada hidrolik silindire piston ve benzeri birçok farklı isimlendirme kullanılmasına karşın Akışkan gücü terminolojisinde Hidrolik Silindir adı kullanılmaktadır.
Bir hidrolik silindirin görevini yerine getirebilmesi için mutlaka içinde basınçlı yağı içerinde hapsedilmesi gerekir. Oluşacak iç ya da dış kaçaklar sonucu silindir içerinde basınç kaybı oluşup kritik bir değere ulaşması halinde bu basınç kayıplarının etkisiyle silindir görevini yapamaz hale gelebilir. Hidrolik silindirde oluşabilecek kaçakları engellemek için çeşitli bölgelerde sızdırmazlık elemanları kullanılır. Çok sayıda çeşitte malzemelerden ve çok sayıda tip de üretilen sızdırmazlık elemanlarının seçimi hidrolik silindirin konstrüksiyonuna ve çalışma koşullarına göre yapılır.
Çalışma koşulları sızdırmazlık elemanlarının seçiminde bir kriter olduğu gibi ayrıca hidrolik silindirlerin konstrüksiyonlarının da değişiklik göstermesine sebep olur. Şekil 4 de 3 tip silindir gözükmektedir değişik çalışma koşulları için tasarlanmış bu silindirlerde hem konstrüksiyon hem de sızdırmazlık elemanlarının seçimlerinde farklılıklar vardır.
Tek etkili çift milli hidrolik silindirlerde alan farkı sebebiyle ileri giderken yavaş aynı pompa debisiyle geri gelirken daha hızlı hareket ederler buna karşılık bu tip silindirlerde çekme kuvveti itme kuvvetinden alan oranı kadar daha düşüktür.
Bilindigi üzere lineer motor olarak ta tanimlanan hidrolik silindirler akiskanin hidrolik enerjisini mekanik enerjiye çeviren hidrolik ekipmanlardir. Hidrolik sistemlerin tamamina yakini nihai olarak bir hidrolik silindiri tahrik ederler.
Hidrolik ünite ekipmanlarinin seçimi ne kadar isabetli yapilirsa yapisin, bu seçimin is olarak karsiligini hidrolik silindirler sayesinde görürüz.
Belirli prensiplere dikkat edilmeden tasarlanan ve üretilen hidrolik silindirler servis sirasinda istenildigi gibi performans göstermeyebilir.
Sonuç olarak bundan hidrolik sistemin tamami etkilenir ve büyük maddi kayiplara neden olabilir. Bu bildiride hidrolik silindirlerin tasarimi ve üretimi asamasinda en sik karsilasilan problemler, bu problemlerin neden oldugu sorunlar ele alinarak, çözüm yollari ile dikkat edilmesi gereken noktalara isaret edilecektir.
Resim 1. kati model silindir resmi
1.1. Kovan (Silindir Borusu) Malzemesi özel bir talep olmadigi taktirde st 52-3 kalitedir. Kovan iç yüzeyi honlanmistir.
1.2. Rot (Mil) Malzemesi genel olarak iç piyasada Ck 45 dis piyasada St 52 çalisma sartlarina göre paslanmaz türevleri, islah çeliklerinden imal edilebilirler. Silindir içerisinde hareketli, çalisma esnasinda dis ortamla temas oldugundan korozyona dayanikli kaplama mevcuttur.
1.3. Ön Kapak (Kep) Malzemesi pik, sfero döküm veya alasimsiz imalat çeliklerinden yapilabilir. Kovana baglantisi vidali veya civatali baglanti olarak gerçeklestirilebilir. Sizdirmazlik elemanlarini tasimasinin yani sira yataklama görevi de yapar.
1.4. Piston Malzemesi pik, sfero döküm veya alasimsiz imalat çeliklerinden yapilabilir. Iç kaçagi önleyen sizdirmazlik elemanini üzerinde tasir. Ayni zamanda yataklama görevi de yapar.
1.5. Arka Kapak Malzemesi kovanla uyum saglamasi açisindan St 52- 3 kalitesinde seçilmelidir. Sayet bulunamazsa karbon orani düsük alasimsiz çelikler tercih edilmelidir. Görevi kovan arka kismini kapatir ve baglanti elemanini üzerinde tasir.
1.6. Rot Basi ve Kovan Basi Malzemesi kovanla uyum saglamasi açisindan st 52- 3 kalitesinde seçilmelidir. Hazir olarak üretimleri yapilmakla beraber, makine konstrüksiyonunda talep edilen, degisik baglanti sekilleri de mevcuttur.
1.7. Sizdirmazlik Elemanlari Bölüm 4’ te anlatilacaktir. Sekil 1. 2 boyutlu montaj resmi
Hidrolik silindirler genel olarak üç grupta ele alinabilir. Bunlar;
2.1. Tek Etkili Hidrolik Silindirler
2.1.1 Dalma Tip Hidrolik Silindirler A
2.1.2 Geri Dönüsü Agirlikli Hidrolik Silindirler. F
2.1.3 Geri Dönüsü Yayli Hidrolik Silindirler. A
2.2. Çift Tesirli Hidrolik Silindirler
2.2.1. Tek Rodlu Hidrolik Silindirler. A B
2.2.2. Çift Rodlu Hidrolik Silindirler A B
2.3. Teleskopik Silindirler
2.3.1. Tek Etkili Teleskopik Silindirler A
2.3.2. Çift Etkili Teleskopik Silindirler A B

Hidrolik silindirler birden fazla parçanin bir araya gelmesiyle olusan komplike ekipmanlardir. Çalisma sartlari incelendiginde ileri – geri hareketi yapan parçalar tek baglanti ekseninde çalismaktadir. Bu nedenle silindiri olusturan tüm parçalar ayni eksen üzerinde konumlandirilmalidir. Aksi taktirde; · Eksen farkliliklari silindirin yaslanarak çalismasi demektir ki, buda keçelerin hizla asinmasina neden olur. · Farkli eksen istenmeyen yükleri de silindir elemanlarina tasitmak anlamina gelir, sonuç olarak silindir elemanlarinin ömrü kisalir. ·
Silindir sayet güçlü sase baglantisindan güçlü ise makinenin sasesini zorlar ve sasede deformasyona sebep olabilir. · Sistem çabuk isinir. Elektrik motoru ve pompa zorlanir. · Sonuç olarak gereksiz güç kayiplari olusur ve verim düser. Simdi silindiri olusturan parçalarin islem metotlarini ve dikkat edilecek detaylari kisaca inceleyelim.
3.1. Kovan Sekil 2. Kovan imalatlarinda daima referans kovan iç çapidir. Imalat esnasinda kovana yapilacak tüm islemler iç çap referans alinarak gerçeklestirilir. Ayrica yag giris rakoru sayet kaynakliysa bu proses tornalama islemi öncesi yapilmalidir. Resme dikkatlice bakildiginda kovan çapindan 1 mm büyük 101 ölçüsü mevcuttur. Bu bölge ön kapagin oturma bölgesi olup, sayet kaynak sonrasi ovallik öngörülen sinirlari geçmis ise yine kovanin iç çapi referans alinarak dis çekimi ile birlikte bir seferde islenmelidir. Çap 101 ölçüsünün islenmesinde dikkat edilecek diger nokta ise yüzey kalitesidir. Komple resme bakildiginda sizdirmazlik elemanlarindan o-ring diye tanimlanmis eleman bu bölgede yataklandirilmaktadir. Yüzey kalitesi ve dairesellik bu sizdirmazlik elemaninin saglikli olarak çalismasini engellemektedir. Resim üzerinde çap 100 ölçüsüne bakildiginda yüzey kalitesinin rt<=0.3 my mertebesinde istendigi görülmektedir. Bu yüzey piston keçesinin ve yataklama elemanlarinin çalistigi yüzeydir. Yüzey kalitesi bozuk ise keçe ömrünü azaltarak silindirin iç kaçak yapmasina neden olabilir. Piyasada bu borular honlanmis veya honlamaya hazir olarak temin edilebilir.
3.2. Rot (Mil) Silindir rodlarinda çalisan yüzey ile piston, yastiklama elemanlari gerekli es merkezlilik toleranslarini karsilamalidir. Resimde 20 derece olarak gösterilen pah montaj asamasinda sizdirmazlik elemanlarinin hasar görmeden geçmesini saglar. Sayet rod hazir kapli milden imal ediliyorsa, isleme sirasinda dis yüzeyi muhakkak korunmalidir. Rot yatakta iken yatakla rod arasina talas girmesi önlenmeli ve yatagin dönme esnasinda iz yapmamasi için aparat kullanilmalidir.
3.3. Ön Kapak (Kep) Kovana konstrüksiyon prensiplerine göre çesitli metotlarla baglanan ön kapak, imalati önemli proseslerden biridir. Disi kovanda sabit içi rod yüzeyiyle temas halinde oldugundan kovan ve rod ne kadar saglikli imal edilirse edilsin, kapakta olusabilecek geometrik tolerans sapmalari, bütün sistemi riske edebilir. Bu nedenle kovana yataklayan bölge ile roda yataklayan bölgede es merkezlilik toleransi çok önemlidir. Ayrica alindaki diklik toleransi da çalisma esnasinda strok sonunda önem arz eder. Alinda eksene göre bir egrilik mevcut ise, strok sonunda basincin etkisiyle piston ön yüzü, egri yüzeye yaslanmaya çalisir. Egrilik miktarinca rodu esnetmeye ve pistonun sizdirmazlik ve yataklama elemanlarina farkli eksenlerde istenmeyen ekstra yükler uygular. Ön kapaklar sizdirmazlik elemanlarina da yataklik yapmaktadir. Sizdirmazlik elemanlarinin takildigi kanallarin yüzey kalitesi elemanlarin ömrünü dogrudan etkiler. Kanallarda karincalanma, setler, tolerans disina çikmis ölçüler dogrudan dis kaçak sebebidir. Hidrolik silindir yataklama elemanlari ön kapaklara monte edilmektedir. Ön kapak alasimsiz çelikten imal edilmisse kesinlikle rodla temas ettirilmemelidir. Prensip olarak ayni özellikteki iki malzeme birbirleriyle temas ettirilmemelidir. Böyle oldugu taktirde birbirlerini asindirma ve sivanma riski vardir. Bu nedenle ön kapak çelik yapilmis ise muhakkak yataklama elemani kullanilmalidir. Sayet ön kapak imalinde kullanilan malzeme alüminyum alasimi, pik, sfero türevleri, bronz alasimli malzemeler ise rodla temas etmesinde bir sakinca yoktur.
3.4. Piston Ön kapak gibi sizdirmazlik elemanlarini üzerinde tasimakla beraber, disi kovanda hareket eden içi rodda sabit oldugundan kovan ve rod ne kadar saglikli imal edilirse edilsin, pistonda olusabilecek geometrik tolerans sapmalari bütün sistemi riske edebilir. Ön kapakta bahsi geçen konular piston içinde geçerlidir.
3.5. Arka Kapak Silindire kapaklik yapan eleman olup, silindir arka baglantisini üzerinde tasidigindan iki yüzey arasindaki paralellik ve bu yüzeylerin fatura çapina göre diklik toleranslari hatiri sayilir bir öneme sahiptir. Bu bölgelerde olusabilecek tolerans disi olumsuzluklar, silindir baglanti eksenini bozacagindan silindir ve konstrüksiyonda istenmeyen yükler meydana getirecek, hatta silindirin yerine montajina izin vermeyecektir. Kapagimiz çek saglikli bir sekilde imal de edilebilir, sayet kapak kovana kaynakli birlestirmeyle baglaniyorsa kaynak operasyonu da kritik bir prosestir. Kaynak esnasinda arka kapakta çarpilma meydana gelir ise yeniden yukarida saydigimiz olumsuzluklar meydana gelecektir.
3.6. Rot Basi ve Kovan Basi Konstrüksiyona göre yüzlerce baglanti sekli mevcuttur. Baglanti tipi ne olursa olsun temel esas baglanti aninda eksenel sapmalari önleyecek sekilde talasli imalat ve kaynak operasyonlarinin gerçeklestirilmesi saglanmalidir.gerekli görüldügü hallerde kaynakli baglanti yapilmissa rod ve kovan baslari kaynak sonrasi da islenebilmektedir. Bu tip imalat hata risklerini azaltir. Ancak iseme süreleri uzar ve malzeme ebatlari büyür.

3.7. Sizdirmazlik Elemanlari Bölüm 4’ te anlatilacaktir.
Bu testler;
1.Basinç testi
2.Iç kaçak testi
3.Ömür testi olarak gruplandirilabilir.
Basinç ve iç kaçak testleri %100 periyotta uygulanmali, ömür testi numune bazinda yapilmalidir. Basinç ve iç kaçak testi, sayesinde silindirde ilk anda görülebilecek kusurlar ortaya çikar bunlar; · Montaj sirasinda sizdirmazlik elemanlarinin hasar görüp görmedigi, · Silindirde iç kaçak olup olmadigi, · Silindirde eksenel bozukluk olup olmadigi, · Silindirde asiri isinma olup olmadigi, · Kovan ve baglanti elemanlarinin istenen test basincinda hasar görüp görmedigi · Silindir çalisma strokunun dogru olup olmadigi · Sayet silindirde yastiklama var ise silindirin yastiklama mekanizmasinin çalisip çalismadigi gibi önemli verilerin toplanmasini saglar. ömür testleri ise tüm silindir elemanlarinin istenen çalisma ömrünü saglayip saglamadiginin cevabini verir.

P: ÇALISMA BASINCI (BAR)
F: BASINÇ KUVVETI (daN)
A: ALAN (cm2) A’: ALAN(cm2)
D: BORU IÇ ÇAPI(mm)
d: ROD ÇAPI (mm)
h: STROK (mm)
t: STROK TAMAMLAMA SÜRESI (sn)
V: STROK HACMI(lt)
v: STROK HIZI (m/sn)
?: HACIMSEL VERIM (0,90 – 0,95) Qth: TEORIK DEBI (lt/dk)
Q: GERÇEK DEBI (lt/dk)
K: BURKULMA YÜKÜ (kg)
Fç: MAKSIMIUM ÇALISMA YÜKÜ (kg)
Sk: SERBEST BURKULMA BOYU (cm)
E: ELASTIKIYET MODÜLÜ (kg/cm2)
J: ATALET MOMENTI (cm4)
S: EMNIYET KATSAYISI (BURKULMA IÇIN 2.5- 3)
6.1.1. Silindir Itme Kuvveti Hesabi
F= PxA (kg) A= pxD2 /4x100 (cm2 ) 6.1.2.
Silindir Çekme Kuvveti Hesabi
F=PxA’ A’= p(D2 -d 2 ) /4x100 (cm2 )
6.1.3. Silindir Piston Hizi Hesabi
v=Q/Ax6 (m/sn) ( ITMEDE) v=Q/A’x6 (m/sn) (ÇEKMEDE)
6.1.4. Silindir Strok Tamamlama Süresi Hesabi
t=Axhx6/Qx1000 (sn) ( ITMEDE) t=A’xhx6/Qx1000 (sn) ( ÇEKMEDE)
6.1.5. Burkulma Hesabi
K= p2 xExJ/S2 k J= p d4 /64 E= 2.1x106 (ÇELIK IÇIN) Fç = K/S Not:sk silindir baglanti sekli esas alinarak seçilecektir.
6.2.Yeni Teknolojiler
NIKROM 350 Silindir rodlarinin korozyona karsi korunmasi ve kaygan bir yüzey elde edip sürtünmenin azaltilmasi amaciyla dis yüzeyleri çesitli kaplamalarla korunur ülkemizde ve dünyada en yaygin görülen kaplama sekli krom kaplamadir. Krom ; elektroliz yoluyla taslama sonrasi rod yüzeyine çalisma sartlarina göre 20-50 mikron arasi kaplanir. Fakat asiri rutubetli ortamlarda, örnegin maden ocaklari, limanlar vb. kromun çok iyi bir performans göstermedigi saptanmistir. Bu nedenle imalatçi firmalar çesitli arayislara girmislerdir.ülkemizde pek kullanilmasa da dünyada krom kapli mile alternatif olarak nikel+krom kapli miller yaygin olarak kullanima baslamistir.
Kullanilan Sektörler · Kimyasal üretim tesisleri, · Yag ve gaz isleme istasyonlari, · Nakliye araçlarinda, · Yer alti insaatlarinda, · Tarimsal makinelerde, · Askeri araçlarda, · Uçaklarda, · Rüzgar enerjisi tesislerinde, 0 200 400 600 800 1000 1200 K oro z y ona D a y anim S a ati Sert Krom Paslanmaz Çelik 420 – 431 krom kapli Nikrom 350
Kalinliklar ve Yüzey Kalitesi Nikel kalinligi Krom Kalinligi Yüzey kalitesi >30 mm >20 mm Ra<=0.2 mm Toleranslar Çap Düzgünlük Eksantriklik ISO f7 0.1mm/m %50 f7’nin Nikrom 350 Bilesimi Mikro Çatlakli Krom Çelik Korozyona Karsi anti koruma Nikel Kapli Sekil 9. Imalat Ölçüleri Standart uzunluk 6100+100/0 mm Maksimum 6500+100/0 mm F130’ dan sonra uzunluk 6100+1000 mm 2003 III. ULUSAL HIDROLIK PNÖMATIK KONGRESI VE SERGISI 114 Korozyona Karsi Koruma Garanti ISO 9227NSS ISO 9227NSS ASTM B 117 ASTM B 287 Normal Çürümüs Ortamda Ortamda Tuz Testi (1000 saat) Tuz Testi (350 saat)
Kaynaklar: MMO 3. Ulusal Hidrolik ve pnomatik Konresi, Akder